
Flettede kabler er nødvendig for stabilitet.
Kryssede tråder lar flettet flex og strekke seg uten å bøye, folding eller knekk.
Det er utmerkede elektriske ledere flette kabler og et elektrostatisk skjold for å sikre signalintegritet.
Kopper, tinnet kobber, og aluminium er eksempler på disse lederne.
Flettede ledninger kan lages av en rekke materialer hvis de er designet for mekanisk styrke eller seighet som ståltråd, nylontråd, og glassfiber.
Flettede trådkabler gir ekstra beskyttelse mot varme overflater ved å motstå slitasje og skjæring.
Flettede kabelledninger avskrekker også gnagere.
Wire -seler kan lages ved å veve ledninger sammen.
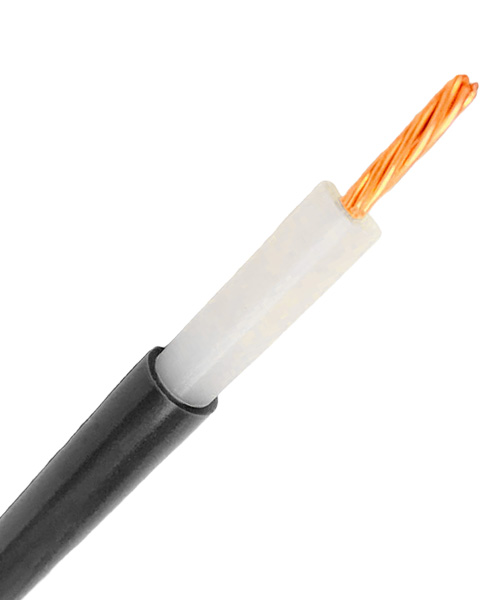
Hva er en flettet kabel?
Flettede kabler dannes ved hjelp av flettet nett eller Fletting over strandede ledere.
Dette oppnås vanligvis ved å flette sammen flere tråder med vanlig eller fortinnet kobbertråd for å oppnå ønsket flettedekning.
Flettede kabler gir vanligvis 80% dekning.
Men hvis du har spesifikke behov, Vi kan også justere spesifikasjonene.
Vi har flettet kabel 3 kjerner for metallbelysningsinnredning, og det er en fleksibel flettet kabel.
Vi har også en flat flettet kobberkabel festet til røret og klemt av 0.20 Diametertråd.
Ledninger med mindre diameter brukes til lavere strømvurderinger, øker fleksibiliteten.
Fleksible ledninger er designet for å tåle fysisk stress og stram bøyning i mobile applikasjoner. Fleksible flettede kabler er fleksible, lett og brannresistent.
Kablene våre er flettet av fagpersoner.
Er flettede kabler bedre?
Flettede kabler er først og fremst foretrukket på grunn av følgende egenskaper.
Varighet: Fibre med høy utholdenhet gir dem lange spenn.
Egenskaper med høy forlengelse: Flettede materialer som nylon har sterke strekkegenskaper, Noe som gjør det enkelt å flette.
Slitasje motstand: Flettede kabeltråder er ekstremt holdbare. Det har utmerket slitasje motstand. De er egnet for enhver tilstand.
Motstandskraft: Flettet kabel er elastisk og har ingen vanskeligheter med varme.
Høy motstand: Flettede kabler er også motstandsdyktige mot mugg, mugg, råtne, og mange kjemikalier er resistente mot insekter, sopp, og dyr, så vel som mugg, mugg, og råtne.
Det er viktig å bruke materialer som vil smelte i stedet for å brenne, som nylon, Ettersom utstyrskablene dine er mindre sannsynlig å brenne i brann.
Siden kablene er mindre sannsynlig å brenne i en brann, Det er bedre å bruke materialer som kan smelte i stedet for å brenne.
Er flettede kabler mer holdbare?
Flettede bakkakabler vil ha en lang levetid hvis de er ordentlig fast.
Flettet ledning er generelt fleksibel og har mindre tåre og skade.
Flettede kabler er også en stor verdi og vil tjene deg godt selv i tung bruk.
De er også vanntette – Imidlertid, Det er best å holde dem trygge og unngå kontakt med vann.
Hva er en skjermet kabel?
Kabler med isolerte ledere kalles skjermede kabler eller skjermede kabler.
Flettet ledning av kobber (eller andre metaller som aluminium), helikser med kobberbånd pakket inn i en ikke-flettet helix, eller lag med ledende polymerer kan alle brukes til å lage skjoldet.
Skjermingslaget fungerer som et kabinett, Forhindrer at elektrisk støy forstyrrer signaler og elektromagnetiske bølger fra å forstyrre annet utstyr.
Barrieren reduserer kapasitivt koblet støy fra andre strømforsyninger.
For å fungere ordentlig, Skjoldet må være jordet.
Skjoldet brukes som en returbane for signalet eller bare som et skjold i en skjermet overføringslinje
Hva er forskjellen mellom pansret kabel og flettet kabel?
Pansret kabel er en standardkabel med et ekstra lag med beskyttelse som forhindrer at den blir kuttet eller skadet.
På grunn av rustningen, forestillingen, Pålitelighet og sikkerhet for kabelkjernen forbedres. Rustning beskytter ledningen mot dødelig skade hvis den er åpen sirkuert og ubeskyttet eller løper under jorden.
Det er ofte nødvendig for Marine, Offshore og farlige miljøapplikasjoner.
Flettet kobber rustning er den enkleste for installatører å bruke fordi kabelen er (til en viss grad) lettere å trekke.
Kobberfletter kan brukes som sikkerhetsledere i visse applikasjoner.
Den mest komplekse typen rustningsvev er single wire rustning vev.
I de fleste tilfeller, Kabler er vanligvis stive og har en stor bøyningsradius.
Imidlertid, Det gir den mest tilfredsstillende mekaniske beskyttelsen for kabelen.
Stålflettede kabler undertrykker magnetfelt og reduserer elektromagnetisk interferens mellom den og kablene i nærheten.
Pansrede kabler krever en unik klasse 2 kjertel for å sikre luft og vanntetthet når kabelen blir introdusert i paneler eller utstyr.
Du trenger mye talent for å få ting gjort riktig.

Hvordan er flettede kabler laget?
På grunn av den forskjellige skalaen og den generelle ytelsen til ledningen og kabelindustrien, storstilt investering og gjenopplivning av utstyrsselskaper.
Eksisterende utstyrsoppfinnelser og objektendringer er ikke for øyeblikket eller i fremtiden mulig.
Derfor, Transformasjonen av utstyr og teknologi har et flott marked for å redusere produktkostnadene og forbedre kvaliteten.
Følgende seksjoner diskuterer skjermet kabelproduksjon opp til 7 Ledere og andre flettet skjermingsprosedyrer og utstyrsforbedringsstrategier.
Feil i innledende produksjonsmetoder og prosesser
I det siste, Flere selskaper har ofte brukt burstrenget utstyr i kabel og strandet ledningsproduksjon.
Maskinene deres har lav produktivitet, Høye kostnader og lange ledetider, Gjør det vanskelig å oppfylle kundens forventninger.
Resultatet er et negativt inntrykk av bedriftsbildet.
Produktene ovenfor transformeres gjennom rørstrengemaskinen, og produksjonseffektiviteten er høy.
Selve rørstrengemaskinen har også sine svakheter.
Først, rørstrengemaskinen har ingen fyllingsenheter i kabelen.
Sekund, Noen eksisterende rørstrengemaskiner har ikke en svingete struktur.
Så å bruke kabler og pakke dem øker ikke bare produktiviteten, men reduserer effektiviteten.
Det forbedrer også produktkvaliteten på produksjonslinjen.
Derfor, Noen selskaper har vurdert å forbedre utstyret og prosedyrene sine.
Gjøre opp for manglene i produksjonsprosessen til rørstrengemaskinen, De nødvendige handlingene er som følger.
Prosess- og produksjonsprosessforbedring
På grunn av utfordringene som det eksisterende utstyret bringer, Selskapets produksjonsavdeling tok aktivt til orde for implementeringen av den opprinnelige forbedringsplanen for produksjonsprosessen.
Årsaken er å oppfylle mål for energi og arbeidskostnadsstyring.
Først, Rørstrengemaskinen er fylt og spolte tilbake til 500 svinger før du blir lastet inn i kabelen, og vri sammen med kjernetråden.
Etter at kabelen er dannet, Flettemaskinen legger til polyesterbånd i lengderetningen.
Kabelkjernene settes sammen gjennom flettemaskinens matris, og etter langsgående vikling i matrisen, Fullføringen er fullført og lammet med kobbertråd.
Etter at kabelen er dannet, Flettemaskinen legger til polyesterbånd i lengderetningen.
Dette inkluderer å koble kabelkjernene sammen gjennom en flettet munn die,
Problemer og behandling etter forbedring
Imidlertid, Når kjernen er vevd, De to langsgående kantene på polyesterbåndet passerer gjennom matrisen.
Når uregelmessig deformasjon oppstår, Langsgående vikling av polyesterbåndet er fullført, Overlapper de to langsgående retningene sammen med uregelmessige hevede kanter.
Det forårsaker frynser.
Når polyesterbåndene blir lappet sammen, De to langsgående kantene er ikke godt koblet. Resultatet er lekkasje og alvorlig rynking etter langsgående vikling.
Det fører også til ensartet ytre diameter på kabelkjernen etter langsgående vikling, og dårlig fletteenhet.
Som svar på klagefenomenet, Selskapets tekniske avdeling gjennomførte en analyse og forskning.
Noen forslag
På bakgrunn av den originale strikkemaskinformdesignet, muggstrukturen og prinsippet forbedres og forbedres.
Derfor, Strikkemaskinen dør har et langsgående hjørneområde.
Den har stabiliserende regioner i to-regionstrukturen som polyesterbåndet er deformert.
Deformasjonsprosessen er som følger:
Polyesterbånd blir kontinuerlig viklet på kabelkjernen etter fletting av kobbertråd.
Den gjennomgår en innledende deformasjon fra en flatet til en lignende rørformet struktur gjennom det langsgående lommeområdet.
Ytterligere deformasjon blir deretter utført gjennom stabiliseringssonen for å bringe diameteren til den rørformede strukturen nær designverdien.

